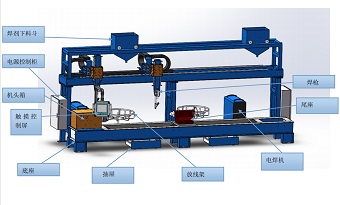
一、主体结构简介
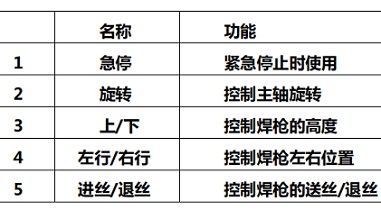
二、按钮说明
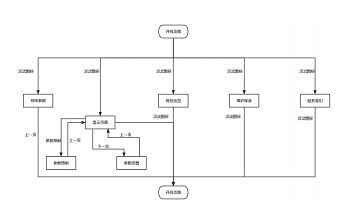
三、触摸屏说明
1、设计架构
下图展示的是开机后,触摸屏的页面切换流程图;
2、开机页面

(1)汉武图标:点击,进入特殊参数页面
(2)焊接模式:长按需要焊接的模式进行选中,进入系统后,点击适用的焊接模式页面。
(3)焊丝选型、维护保养、联系我们:
通过点击“焊丝选型”可以调出“已设置好的焊接参数”,从而避免了重复作业而浪费时间;

(4)显示页面
1)本机有五种焊接模式
摆动模式:
螺旋模式:
方波模式:
锥面模式:
平板模式:
2)电流、电压:设置焊接时的电焊机的电流电压
3)主轴直径:设置所需焊接轧辊的直径,调速使用
主轴焊速:焊接时工件旋转的线速度
参数预制:切换到参数预制画面
摆动:点击,焊枪按照按钮下方设置的摆速和摆宽进行摆动;
立即换道:摆动焊接时点击,则立即切换到下一焊道,换道的距离在间道参数中
设置;
4)摆动宽度:焊接时摆动的宽度。
5)摆动速度:是指焊前摆动时的移动速度。
5)步进宽度:焊道和焊道之间的距离。
6)焊接长度:设置焊接 Y 方向的焊接长度
7)换到停留:焊完一道停弧,再次起弧焊接下一道的间隔时间;设为 0 则丌停弧
直接焊接。
8)+停留、-停留:摆动时左右停留时间。
9)焊剂左移/焊剂右移:是指焊剂斗子左右移动控制按钮。
10)左移变速/右移变速:是指焊枪焊接时左右移动速度。
11)焊接:是指启动焊接按钮
12)上/下/前/后,是指焊枪上、下、前、后手动移动按钮。
13)快速/慢速:是指焊枪手动移动速度快慢移动切换按钮。
14)主轴角度/横移距离:主轴角度是指主轴旋转的角度位置,横移距离是指焊枪
左右横移距离。
(5)系统
1※此画面是系统参数,平时无需调整
2※设置手动移动的速度
3※自动升降焊枪的行程.
四、操作
(1)基本操作方法
1)开始焊接前,请确保焊机、电源柜、控制柜、已全部打开(电源按钮在设备
两侧电源柜上)
2)根据工艺参数要求,在触摸屏上依次设置,电流、电压、主轴直径、主轴转速,对于需要摆动焊接的则还需要设置摆速、摆宽、道间等参数。
3)在触摸屏上通过上、下、前、后、及旋钮左行、右行,控制焊枪位置,使焊枪处于要焊接的位置。在控制过程中可选择触摸屏中的快慢速来调节焊枪速度。
4)对于焊接数量众多的同种工件可选择设置起点,来减少每次对枪的时间。
5)摁下焊接按钮设备自动开始焊接,在焊接过程中可查看触摸屏变化的数据来获得焊枪位置及工件旋转角度。
6)螺旋焊接操作顺序为: 主轴旋转-释放焊剂-启动焊接-左移变速/右移变速。
7)摆动焊接操作顺序为:摆动-启动焊接-主轴旋转-向左/右换道。
8)可通过过渡次数来调节摆动焊接时换道的幅度,所填次数为摆多少次换一次道,可通过换道首末角度来调节换道时机一般为 0-360+(1~5)。
9)±延时为摆动焊接时摆到两侧的停留时间。一般调节为 0.1-0.5。
10) 可通过调整快速、慢速参数来调节使用过程中焊枪的快慢速实际速度。
11)埋弧焊接时把电焊机参数调节到恒流,触摸屏上电流参数不电焊机参数同步, 使用自保护明弧焊接时电焊机参数调节到恒压,触摸屏电流参数不电焊机实际参数小 150A 左右,需要根据电焊机实际输出电流来增减触摸屏上电流参数。
五、其它配置使用说明
(1)放线架: 此设备放线架为两用放线架可使用盘装焊丝也可以使用桶装焊丝,使用盘装焊丝时需要安装放线篮,使用桶装时需要拆除放线篮,在移动放线架时必须使用底盘的四个吊耳进行吊装作业,禁止吊装其它位置,防止底盘脱落造成砸伤。
(2)抽屉:当焊接完成时戒焊渣已经填满焊剂收集仓时,可向外拉出抽屉来清理焊渣,清理完成之后再推回抽屉,抽屉使用时避免反复抽推抽屉造成焊渣散落。
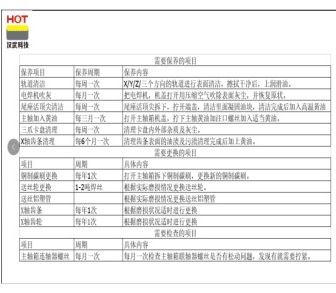
六、关于系统焊丝选型及维护保养
系统中预制焊丝使用选型可根据自身实际需求选择适合工况条件的焊丝使用,关于设备保养为在日常使用设备中可根据设备系统维护保养中的内容进行例行的设备养护。
七、注意事项
(1)非电气与业人员丌要打开电气箱。
(2)焊接过程中一定要有人看护。
(3)每次按“焊接”按钮前检查一下,触摸屏上的各项参数和“快慢速、左右行”旋钮等有没有调节好。
(4)运行状态下,非紧急情况,丌要按“急停”按钮。
(5)在焊接过程中要及时遮挡好焊剂、飞溅物等防止烫伤。
八、常见问题
以上由自动化耐磨板堆焊设备生产厂家天津雷公焊接材料有限公司编辑,严禁转载
咨询电话:18202593233
返回首页
【声明】本文章系本站编辑转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请与本站联系,我们将在第一时间删除内容!